10 – 13 مقدرة العمليـة Process Capability
تعرف مقدرة العملية على أنها القدرة على مقابلة مواصفات التصميم. لذلك يشير الضبط الإحصائي للعملية إلى الرغبة في إبقاء العملية تحت السيطرة ضمن حد أعلى وحد أدنى للمواصفات ، وعليه يجب أن يكون تباين العملية صغيراً إلى الحد الذي يسمح بإنتاج منتجات تقابل المواصفات المطلوبة ، ولكن رغم بقاء العملية ضمن حدود ضبطها الإحصائي في أحيان كثيرة لكنها قد لا تنتج سلع أو خدمات طبقاً لمواصفات التصميم، لأن حساب حدود لضبط في خرائط الرقابة لا يستند على مواصفات التصميم بل على الوسط الحسابي والانحراف المعياري لتوزيع العينة.
ويُعبّر غالباً عن مواصفات التصميم بـ "القيمة الاسمية Nominal Value" او التصميم المستهدف Design Target او السماحات Tolerance" فوق أو أسفل القيمة الاسمية ، فعلى سبيل المثال، قد تحدد شركة لانتاج اطارات السيارات عمر الإطار (القيمة الاسمية) بــ 30,000 كم مع سماحات مقدارها +- 000 5 كم. اي ان الاطار يمكن أن يعمل لغاية 35000 كم كحد اعلی upper specifications و 000 25 كم كحد ادنی lower specifications، وينبغي على العملية التي تنتج هذا النوع من الاطارات أن تكون قادرة على انتاج اطارات تعمل بين 25000 - 35000 كم وبخلاف ذلك فأن العملية ستُنتج بعض الاطارات المخالفة لمواصفات التصميم، فضلاً عن ذلك فإن الشركة قد ترغب في معرفة عدد او نسبة الإطارات التي تعمل دون الحد الأدنى المحدد في مواصفات التصميم إذ قد يقود ذلك إلى اكتشاف خلل في بعض جوانب العملية مما يتطلب مراجعته و ازالته .
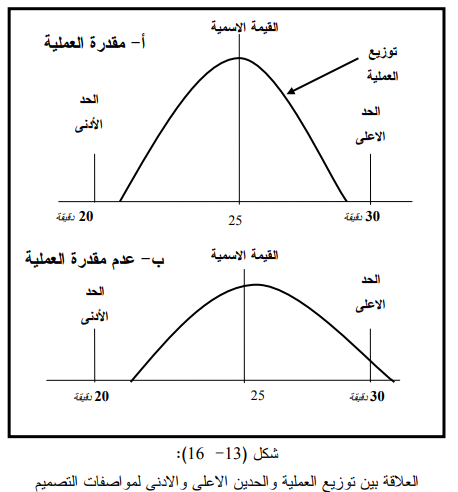
ولتوضيح الفكرة ، نفترض بأن احدى صالات الطوارئ تحتاج إلى خدمات مختبر طبي للقيام بتحليل دم لمعرفة فصيلة دم المريض قبل تزويده بحاجته من الدم، وانه بالامكان إِبقاء المريض على قيد الحياة بين 20-30 دقيقة لحين استلام نتائج التحليل من المختبر، أي أن الحد الأدنى لمواصفات تصميم عملية التحليل هي 20 دقيقة والحد الأعلى 30 دقيقة. فإذا كان المختبر يستطيع تزويد قسم الطواريء بنتائج التحليل ضمن هذين الحدّين فنستنتـج بأن العملية تتمتع بمقدرة وهو ما يظهر في الشكل (13- 16)- أ ، وبخلافه فأن العملية غير قادرة على تزويد المختبر بالنتائج ضمن حدود مواصفات التصميم لعملية تحليل الدم لتحديد فصيلته وهو ما يظهر في الشكل (13- 16)- ب. ويوضح الشكل (13- 16) سبب اهتمام مدراء العمليات بتخفيض الانحراف في العمليات، اذ أن انخفاض التباين في العمليات (أي عندما يكون الانحراف المعياري قليل) يشير الى مقدرة العملية على الانتاج ضمن المواصفات. والآن نـثير السؤال الآتي : كيف يتمكن مدراء العمليات من تحديد مقرة العملية ؟ في الحقيقة يوجد هناك مقياسان يُستخدمان بكثرة في الحياة العملية وهما : نسبة مقدرة العملية process capability ratio ومؤشر مقدرة العملية process capability index، وسوف نتكلم عنهما الآن .
نسبـة مـقدرة العمليـة Process Capability Ratio
تعد العملية ذات مقدرة اذا كانت قيمتها تقع بين الحد الأعلى والأدنى لمواصفات تصميم العملية. وهذا يعني، إحصائياً ، بأن قيمة مقدرة العملية يجب أن تقع ضمن مدى +- 3 انحرافات معيارية عن الوسط الحسابي للعملية، ولأن هذا المدى يساوي 6 انحرافات معيارية، فان مدى السماح للعملية المقتدرة ، الذي يمثل الفرق او الاختلاف بين الاحد الادنى والاعلى لمواصفات التصميم ، ينبغي ان يكون اكبر من او يساوي 6 انحرافات معيارية ، وتُحسب نسبة مقدرة العملية كما يلي :

اذ أن :
CP = نسبة مقدرة العملية .
Us = الحد الأعلى لمواصفات تصميم العملية .
Ls = الحد الأدنى لمواصفات تصميم العملية .
Ժ = الانحراف المعياري للعملية .
فإذا كانت نسبة مقدرة العملية تساوي 0. 1 فذلك يعني بأن العملية تنتج ضمن 3 انحرافات معيارية (أو أن نسبة المعيب تبلغ 6807. 6 % أي أن هناك 66807 معيب /مليون فرصة ـ انظر جدول 13-2) ، وأن العملية تُنتج ضمن مواصفات التصميم. أما اذا كانت نسبة مقدرة العملية اكبر من 0 . 1 فذلك دليل على أن العملية تحقق مستوى جودة عالي. وبشكل عام فان الشركات ،التي ترغب بتحقيق مستويات جودة اعلى من 3 أنحرافات معيارية ، فأنها تستخدم قيم حرجة لنسبة مقدرة العملية تكون اكبر من 0 .1. فمثلاً الشركة التي تستهدف 6 سيجما ينبغي أن تكون نسبة مقدرة العملية لديها تساوي 0 .2 ، واذا كانت تستهدف 5 سيجما فإن نسبة مقدرة العملية ينبغي أن تساوي 67. 1 ، أما اذا كانت الشركة تستهدف 4 سيجما فان نسبة مقدرة العملية لديها يجب أن تكون مساوية لـ 33 .1 .
مثال ( 13- 8): حساب مقدرة العملية
تنتج احدى العمليات، في شركة السرور لانتاج المنظفات، قطع الصابون اليدوي المعطر، وفد صممت العملية لكي يكون معدل X ، وزن الصابونة 160 غرام، كما تم تحديد مواصفات العملية بـ 150 غرام كحد ادنى لوزن الصابونة ، و 170 غرام كحد أعلى للوزن، علماً أن الانحراف المعياري لوزن الصابون المنتج يبلغ 2 غرام، وان الشركة تستهدف قيمة حرجة لنسبة مقدرة العملية مقدارها 33 . 1، والمطلوب حساب نسبة مقدرة العملية وتحديد ماذا كانت العملية تحقق النسبة المستهدفة أم لا .
الحل : بتطبيق القاعدة (13- 21)، فأن نسبة مقدرة العملية تُحسب كالاتي :

بما أن نسبة مقدرة العملية تبلغ 67 . 1 فأن العملية تتجاوز النسبة المستهدفة ( 1.33) وتحقق جودة عالية وانها تنتج بحدود 5 سيجما .
مؤشر قدرة العملية Process Capability Index
يقيس مؤشر قدرة العملية الفرق أو الاختلاف بين الأبعاد أو المواصفات المرغوبة والأبعاد الفعلية للخدمات والسلع المنتجة. إذ يعرف هذا المؤشر على انه اداة تقيس امكانية انتاج العملية لسلع أو لخدمات معيبة خارجة عن الحدين الأعلى والأدنى لمواصفات تصميم العملية . في احيان عديدة تنتج العملية ضمن الحدين الأعلى والأدنى لمواصفات التصميم، ولكن اذا كان معدل انتاج العملية X، قريباً من الحد الأعلى لمواصفات تصميم العملية فيُقال أن العملية يمكن او انها تميل للانتاج قريبة من الحد الأعلى ومن المحتمل أن تخرج عن الحد الأعلى، ونفس الكلام يقال عندما يقترب معدل انتاج العملية من الحد الأدنى لمواصفات التصميم. لذلك يحتاج مدراء العمليات الى مؤشر يساعدهم في تحديد امكانية potential انتاج العملية لمخرجات تقترب من الحدين الاعلى والادنى لمواصفات التصميم. وعادة ما يكون مؤشر قدرة العملية مساوياً الى او اصغر من نسبة مقدرة العملية، ويُحسب مؤشر مقدرة العملية بالقاعدة الاتية :

مثال (13 -9)
استخدم بيانات المثال السابق في حساب مؤشر قدرة العملية وفسّر معناه.
الحل :
بتطبيق القاعدة (13 -22) فإن مؤشر قدرة العملية يُحسب كما يلي :

بما ان مؤشر مقدرة العملية مساوياً لنسبة مقدرة العملية ، فنستنتـج بأن العملية ذات مقدرة وان العملية تُنتج قريباً من الوسط الحسابي .