آخر المواضيع المضافة

 الفاكهة والاشجار المثمرة
نخيل التمر
الحمضيات
الاشجار ذات النواة الحجرية
المحاصيل
المحاصيل البقولية
محاصيل الالياف
محاصيل زيتية
محاصيل الحبوب
محاصيل الخضر
القرعيات
المحاصيل المنبهة و المحاصيل المخدرة
المحاصيل السكرية
نباتات الزينة والنباتات الطبية والعطرية
الحشرات النافعة
النحل
دودة القز(الحرير)
تقنيات زراعية
التصنيع الزراعي
الانتاج الحيواني
الطيور الداجنة
الاسماك
الابقار والجاموس
الاغنام
آفات وامراض النبات وطرق مكافحتها
الحشرات
امراض النبات ومسبباتها
الحشائش والنباتات الضارة
الفاكهة والاشجار المثمرة
نخيل التمر
الحمضيات
الاشجار ذات النواة الحجرية
المحاصيل
المحاصيل البقولية
محاصيل الالياف
محاصيل زيتية
محاصيل الحبوب
محاصيل الخضر
القرعيات
المحاصيل المنبهة و المحاصيل المخدرة
المحاصيل السكرية
نباتات الزينة والنباتات الطبية والعطرية
الحشرات النافعة
النحل
دودة القز(الحرير)
تقنيات زراعية
التصنيع الزراعي
الانتاج الحيواني
الطيور الداجنة
الاسماك
الابقار والجاموس
الاغنام
آفات وامراض النبات وطرق مكافحتها
الحشرات
امراض النبات ومسبباتها
الحشائش والنباتات الضارة | اللبن المجفف Milk Powder |


|
|
أقرأ أيضاً
التاريخ: 4-1-2018
التاريخ: 3-1-2018
التاريخ: 2024-05-19
التاريخ: 2024-05-17
|
اللبن المجفف Milk Powder
تعتبر عمليات التجفيف من أقدم العمليات المستخدمة لحفظ المواد الغذائية.. كما يعود التجفيف بالرذاذ Spray drying الى عام ۱۸۰۰ م تقريبا ومع ذلك لم يتمكن من تجفيف اللبن فعلا بهذه الطريقة الا في عام 1850م في انجلترا وبدأ الانتاج التجاري عام 1882م حيث ظهرت فكرة تكثيف اللبن وتجفيفه تحت تفريغ هوائي....وقد سجل العالم ستوف في عام ۱۹۰۱ م اُول براءة اختراع لترذيذ اللبن بالصنبور الى غرفة يعرض فيها للهواء الساخن الا أن التقدم الحقيقي بدأ فعلا في عام ۱۹۱۳م عند ما تمكن الامريكي جري Grey مع الدانماركي جنسنJensen من اختراع مجفف الرذاذ ذو الصنبور أو الفوهة أو الموزع Atomizer وتمكن الالماني كروس من تقديم اول مرذاذ دوراني Rotary atomizer في عام ۱۹۱۲ وفي عام ۱۹۳۳ تمكن المهندس الدانماركي نيروب Nyrop من تسجيل براءة اختراع ترذيذ اللبن.
ان اهتمامنا بهذا السرد التاريخي انما يعود لأهمية ذلك في تحديد جودة اللبن المجفف الناتج.. وهذا بجانب التعبئة والتغليف يساهم بدرجة كبيرة في حفظ المنتج النهائي.
أن نشرات معهد اللبن المجفف بشيكاغو (1971 ,ADMI) أوضحت أن اللبن المجفف الكامل Dry whole milk هو المنتج المجفف المتحصل عليه بإزالة الماء من اللبن والمحتوي علي 26٪ دهن كحد ادني و 40 ٪ رطوبة كأحد اقصي... في حين أن اللبن الفرز المجفف Nonfal dry milk هو المنتج المجفف الناتج من ازالة الدهن والماء من اللبن والذي يحتوي علي اللاكتوز، بروتينات اللبن، معادن اللبن بكميات تتناسب مع ما يحتويه اللبن الفرز الطازج الذى صنع منه الناتج المجفف مع تحديد أن المحتوى من الرطوبة يجب الا يزيد عن 5٪ والا يزيد الدهن عين 1-1.5 ٪، كما تناص الاشرة رقم 916 لعام 1971 م علي ضرورة تعبئة المنتج اللبني المجفف في عبوات متينة بدرجة كافية Substantial containers لكى توفر الحماية المناسبة من التلوث ومن امتصاص الرطوبة وغيرها أثناء التخزين والنقل والتداول.
ان اللبن المجففة بصفة عامة شديد القابلية لامتصاص الرطوبة من الجو وعلى ذلك يجب أن تكون العبوة مانعة تماما لأى اتصال خارجي بالجو.. فامتصاص الرطوبة يؤدى الى تكتل اللبن وبالتالي يصبح صعب الذوبان عند الاسترجاع. من ناحية أخرى فان اللبن المجفف الكامل تظهر به في فترة تخزينه عيوب أكسدة الدهن ولذلك فانه يعامل معاملة خاصة عند التعبئة تعتمد على ازالة الهواء من العبوة ازالة تامة واحلال محلها غاز خامل مثل النتروجين وهذه العملية تعرف بـ Gas packing وهي تستخدم علي نطاق تجاري ... هذا والجدير بالذكر أن معظم التغيرات الغير مرغوبة التي قد تحدث في اللبن المجفف لا ترجع أساسا الى فعل ميكروبات معينة ولكنها عادة تكون نتيجة تفاعلات كيماوية معينة تسبب تغيرات غير مرغوبة سواء في الطعم أو الرائحة أو اللون وغيرها.. ومعظم هذه التفاعلات كما سبق القول ترجع الى الدهن وخاصة تحت ظروف التخزين الغير مناسبة حيث يحدث أكسدة الدهن نتيجة وجود الهواء وتفاعلات أخرى ولهذا فان صفات حفظ اللبن الخالي من الدهن المجفف أفضل بكثير من تلك الخاصة باللبن الكامل المجففة .. وليس معنى هذا عدم حدوث تغيرات غير مرغوبة أثناء حفظ اللبن الفرز المجفف راجعه الى تغيرات وتفاعلات كيماوية في باقي مكونات اللبن فلقد أوضحت الدراسات العديدة في هذا المجال أن اللبن الفرز المجفف والمحتوى على نسبة رطوبة مختلفة سواء خزن في وجود أو عدم وجود الهواء (أي في وجود غاز خامل) يتأثر مع مرور وقت التخزين بعاملين هامين هما محتواه من الرطوبة ودرجة حرارة التخزين وكلما زادا تزيد التغيرات الغير مرغوبة مثل النكهات الشاذة Off - flavours وقتامة اللون Darkening colour وخفض رقم الأس الهيدروجيني (pH) واقلال الذائبيه Solubility وفقد النتروجين الأميني الحر Free -amino nitrogen وفقد الليسين ويلاحظ أن التعبئة في وجود النتروجين لا تمنع هذه التغيرات في اللبن الخالي من الدهن المجفف ذات نسبة الرطوبة المرتفعة اما الالبان المجففة ذات نسبة رطوبة 2.8-4.7 فان معدل هذه التفاعلات يكون بسيطا جداً أو معدوما تماما حتى لو خزنت هذه الألبان على حرارة 37م.. هذا ولقد اتضح أن الفساد في مثل هذه الالبان الخالية من الدهن المجففة والمرتفعة الرطوبة يرجع أساسا الى تفاعل كيماوي يشمل المجاميع الأمينية الحرة لبروتينات اللبن خاصة مجموع الأمين الحرة في الحمض الأميني ليسين مع مجاميع الالدهيد لسكر اللاكتوز لتكوين مركب السكر والبروتين وهذا التفاعل يحدث على مرحلتين.. الاولى ملهما يحدث فيه اتحاد المجاميع دون حدوث تغير اللون Discolouration أو نقص الذائبيه أما المرحلة الثانية فهي تتبع الاولى تحت الظروف المناسبة لحدوثها وتسبب الفساد ولهذا فان ظروف التعبئة والتخزين مهمة جداً فالتعبئة بصورة محكمة تمنع امتصاص الرطوبة من الجو.
أما التغيرات الغير مرغوبة التي تحدث في اللبن المجفف كامل الدسم فتكون راجعه الى وجود الأحماض الدهنية الغير مشبعة Unsaturated fatty acids وعلى الرغم من أن كمية هذه الأحماض في اللبن قليلة.. لكن نواتج الاكسدة ولو بكميات قليلة تسبب الطعم الشحمي Talloy taste. هذا ووجود الهواء خارج أو داخل حبيبات اللبن المجفف المصنع بطريقة الرذاذ تؤدى بالقطع الى حدوث اكسدة الدهن وتكوين بيروكسيدات Peroxides عند الاحماض الدهنية ذات الروابط المزدوجة لذلك يلاحظ أن اللبن المجفف بطريقة الرذاذ اكثر عرضه للتأكسد من اللبن المجفف بالأسطوانات وعلى ذلك فان الخطوة الاولى في زيادة قوة حفظ اللبن الكامل هو منع أكسدة الدهن عن طريق ازالة الهواء بالتفريغ واستبداله بغاز خامل مثل النتروجين .. وبتطبيق ذلك على اللبن الكامل المجفف بطريقة الرذاذ وجد أنه على الرغم من أن المحتوى من الاكسجين داخل العبوة أمكن تقليله الى 1 ٪ أو أقل وذلك بتكرار التفريغ مع استخدام النتروجين ثلاث مرات3 cycles of vacuum nitrogen filling لحوالي 5 ٪ خلال فترة تخزين 10 - 7 يوما من التعبئة وهذا نتيجة وجود الاكسجين داخل حبيبات اللبن المجفف ذاتها وقد أمكن التخلص من الهواء الموجود داخل حبيبات اللبن المجفف بوضع البودرة في حجرة محكمة ومفرغة تماما من الهواء لمدة تصل الى ساعتين .. وهذا يؤدى لحدوث تفريع وخروج الهواء من داخل الحبيبات.. وبعد ذلك تعبأ البودرة تحت غاز خامل مثل النتروجين وهناك بعض التحويرات لطريقة التعبئة في وجود غاز خامل حيث تعرض عبوات اللبن الكامل المجفف لدورة واحدة من التفريغ ثم التخزين في جو مكون من 95٪ نتروجين، 5٪ هيدروجين كما زودت العلب بكرات صغيرة محتويه علي آلبالاديوم Palladium والذي يشجع اختزال اي اكسجين متبقي في العلب وكذلك اختزال أي اكسجين ينتج من داخل حبيبات اللبن البودرة ذاتها وهذه الطريقة قللت المحتوى من الاكسجين لأقل ما يمكن (حوالى أو %) كما انها حفظت نسبة الاكسجين المنخفضة طوال وقت التخزين عند هذا الحد.. وهذا بالطبع أطال فترة اللبن المجفف كثيرا ومنع عيب التشحيم Tallowiness كما أوضحت بعض الدراسات أفضلية حفظ اللبن المجفف الكامل في جونتروجين (92٪) وأيدروجين (8%).
تعبئة اللبن المجفف Packaging of milik powder
تختلف طرق تعبئة اللبن المجفف من بلد لأخر ومع ذلك فان الاتجاه السائد في الوقت الحاضر يعتمد على استخدام ثلاثة مقاييس مختلفة للتعبئة:
1- التعبئة في عبوات كبيرة للأغراض الصناعية.
2- التعبئة في عبوات صغيرة للأغراض العامة والبيع بالتجزئة (أكياس / كرتون). 3- التعبئة في عبوات معدنية.
(اولاً): تعبئة اللبن المجفف في اكياس
الاكياس الورقية المستخدمة في تعبئة اللبن المجفف تصنع عادة من الورق المبطن بطبقة من البولي إثيلين.. ويوجد داخل هذا الكيس المبطن كيس أخر من البولي ايثلين الذي يحتوي علي مسحوق اللبن ... وهذا الكيس الداخلي عادة ما يقفل حراريا ثم يقفل الكيس الورقي المبطن بالبلاستيك أيضاً حراريا ثم يخاط بإتقان .. ويجب الا تغادر الاكياس جهاز التعبة الا محكمة القفل ... هذا وتتراوح سعة الاكياس بين 20 - 50 كجم الا أن السوق الأوروبية المشتركة اعتمدت اكياسا سعتها 25 كجم تتكون من خمس طبقات أو أكثر كل منها بسمك 13, - 25, جم مع وجود كيس داخلي من البولي اثيلين من نوع ۸۰ام واي (My80) يوضع داخلة المسحوق .. هذا وبحيث تكون الطبقة الخارجية والتالية للعبوة تتكون من الورق السميك (ورق الكرافت) والطبقة الثالثة تكون من الكرافت المبطن بالبلاستيك والطبقة الرابعة والخامسة تكون من ورق الكرافت أيضاً ويبلغ عرض الكيس 540 مم ويتفاوت طول الكيس تبعا لكثافة المسحوق النوعية.. ان الاكياس الورقية ذات السعة الكبيرة للأغراض الصناعية غالبا ما تستخدم في تعبئة اللبن الفرز (الخالي من الدهن) المجفف وأيضاً فهناك عبوات التجزئة صغيرة الحجم والتي تصلع من الورق المقوى أو البلاستيك أو من الاثنين معا. هذا وقد حلت طرق التعبئة الآلية في أكياس محل الطرق اليدوية البسيطة (الطرق التقليدية) حيث كان يعبا الكيس يدويا من المجفف مباشرة وفي كل الاحوال يجب أن يتوافر في الكيس ما يلي:
1- أن يتحمل الكيس التداول ويكون متينا بدرجة كافية.
2- أن يكون مقاوما للتآكل.
3- أن يكون محكم القفل.. وحاميا لمحتوى العبوة من التأثيرات الخارجية.
4- أن تكون العبوة ذات الحجم الصغير للاستهلاك المنزلي ذات فوه ضيقة يمكن اعادة قفلها.
5- يكتب على العبوة اسم المنتج ونوعه.
6- تذكر على العبوة نسبة الدهن خاصة ونسب مكونات اللبن المجفف الأخرى ويفضل توضيح محتويات العبوة من الفيتامينات وغيرها بالوحدات الدولية.
7- يبين على العبوة التعليمات الخاصة بكيفية استرجاع اللبن المجفف من حيث النسب المثلى للاسترجاع ليعود اللبن الى ما كان عليه قبل عملية التجفيف ويجب ذكر أيضاً الظروف المثلى لعملية الاسترجاع.
8- يجب توضيح اسم وعنوان المنتج أو المستورد وتاريخ الانتاج وفترة الصلاحية.
9- يجب توضيح الظروف المثلى لتخزين العبوة.
مراحل التعبئة في اكياس
1- اعداد الاكياس للتعبئةBag presenting
يشتمل جهاز تعبئة الاكياس على آلة لإحضار الاكياس الفارغة حيث تؤخذ الاكياس فرادي من مخزن الاكياس ثم تفتح وتوضع في وضع قائم لتكون جاهزة للتعبئة.
2- جهاز تعبئة الاكياس الياAutomatic bag filler
تتم عملية التعبئة على مرحلتين لضبط وزن المسحوق الموجود في الكيس ويستبعد وزن العبوة الفارغة أليا عند البدء بالتعبئة.. ويجب الاهتمام بشكل خاص بخفض كمية الهواء داخل الكيس الى أدنى حد ممكن.. هذا وفي المرحلة الاولى من التعبئة تعبأ الكمية التقريبية من المسحوق (حوالى ٩٨٪ من وزن محتوى الكيس) ويتم ذلك بأن يصعد الكيس الى المغذى اللولبي الذى يقوم بإفراغها الى قاع الكيس مباشرة.. وأثناء تفريغ المسحوق يهبط الكيس بالتدريج لتقليل الهواء داخل الكيس وغبار المسحوق المتكون الى أدنى حد ممكن في حين تضاف الكمية المتبقية من المسحوق بدقة والتي تبلغ نسبتها 2٪ من كمية المسحوق في المرحلة الثانية.. وفي هذه المرحلة يصعد الكيس الى الميزان الإلكتروني بعد تمام تعبئة الدفعة الاولى للتحكم بإضافة الكمية الباقية من المسحوق حيث يقوم بتسجيل وزن المسحوق الصافي واجراء الاضافة والتصحيح اللازمين تبعا للوزن المطلوب .. وفي كل الأحوال يجب أن تستوفي أجهزة التعبئة الشروط الصحية حيث يجب أن تكون جميع الأسطح الملامسة للمسحوق من المعدن غير القابل للصدأ.
3- تفريغ الهواء Deaerating
هناك عدة أسباب لتفريغ الهواء داخل الاكياس هي:
أ- الحد من تزنخ مسحوق اللبن اثناء التخزين كما سبق القول.
ب- تسهيل تكويم الاكياس اذ أن وجود الجيوب الهوائية بداخلها يعيق عملية التكويم.
هذا ويتم نزع الهواء من المسحوق عن طريق خوابير أو مجسات مساميه Porous Probes تغرز في الكيس أثناء التعبئة حيث يزال الهواء من داخل الكيس باستعمال مضخة تفريغ أثناء سحب هذه الخوابير بالتدريج من الكيس لأعلى دون سحب الكيس معها.
4- شد الكيس وثنيةBag stretching and folding
تشد قمة الكيس في اتجاهها الطولي لأعلى لتهيئتها لعملية القفل الحرارى.. ويتم الشد بشد طرف الكيس ثم ثنيه بحيث لا يترك أي حيز أو فراغ داخل الكيس لضمان طرد الهواء بقدر المستطاع.. وتولى هذه العملية اهتماما خاصا والا فان عملية تفريغ الهواء تفشل.. وبعد تمام ثنى طرف الكيس يقفل حراريا.. ونظراً لأن هذه العملية مستمرة فانه يلزم استعمال الهواء البارد أو تمرير حافة الاكياس العلوية بين قضبان مبرده لتبريد مناطق القفل الحرارى.. ويمكن الاستغناء عن عملية التبريد هذه اذا وضعت الاكياس فوق سير ناقل يتحرك ببطء لإعطائها فرصة لتبرد بفعل الهواء الجوي.
5- الدرز (الخياطة) والقفل الحرارى Stitching and sealing
يجب أن تصمم أجهزة الدرز والقفل الحرارى بطريقة ملائمة بحيث يمكنها قفل الاكياس الورقية المتعددة الطبقات تحت ظروف الانتاج المستمر.. ويتم ذلك في الغالب عن طريق خياطة الكيس أولا ثم قفله حراريا ولصق الشريط اللاصق فوق حافة الكيس لأحكام عملية القفل ويمكن أن تتم عملية القفل بعدة طرق أكثرها شيوعا الخياطة بين منطقتي اللحام الحرارى وذلك لأحكام قفل الكيس اذ أنه اذا فتح الكيس لأى سبب فانه يستحيل قفله مرة ثانية.. ويجب أن تشمل عملية الدرز (الخياطة) على الخطوات التالية:
أ- تنظيف طرف الكيس اللازم لحامة.
ب- قصر الزائد لقمه الكيس بشكل مواز لخط الخياطة.
جـ- ثنى طرف الكيس ووضع الشريط اللاصق فوق قمة الكيس.
د- خياطة حافة الكيس.
هـ- القفل الحراري
6- تكويم الاكياس أو رصها Palletizing
يطرح الكيس على جانبه بعد تمام قفله بأحكام ويمرر بين بساطين لضغطه ثم يوضع اما يدويا أو آليا على السير الناقل.
7- كتابة البيانات أو لصقها
توضع آلة كتابة البيانات في أي مكان من خط الانتاج بعد التعبئة وتتم كتابة البيانات والتي تشتمل علي اسم المنتج وتركيبه ونوعه وتاريخ الانتاج وتاريخ انتهاء الصلاحية ورقم الدفعة والبلد المصنع والعلامة التجارية وخلاف ذلك.
8- التخزين
نظراً لأن مسحوق اللبن منتج حساس للتغيرات في الظروف المحيطة وخاصة درجة الحرارة والرطوبة لذا يجب التحكم في رطوبة الهواء النسبية ودرجة حرارة الجو المحيط وفي حالة مسحوق اللبن الكامل الدسم فانه أما ان تضاف له مضادات الاكسدة المسموح بها أو أن تتم التعبئة في عبوات معدنية في وجود الغاز الخامل ويجب في كل الأحوال أن يخزن المسحوق في مخزن درجة حرارته معتدلة وأن يكون بعيداً قدر المستطاع عن الرطوبة.

جهاز تعبئة اللبن المجفف وهو من اجهزة التعبئة بالبريمة Auger filler ويمكنه تعبئة اللبن المجفف في اكياس بأحجام قصوي 200 × 300 مم وبأحجام دنيا 80 × 120 مم وبمعدل 60 كيس / ق وهناك سعة اخرى للجهاز تمكنه اكياس بأحجام قصوى 320 × 400 مم وبأحجام دنيا 160 × 200 مم وبطاقة 40 كيس / ق.
(ثانيا): تعبئة اللبن المجفف في العلب المعدنية
عند اختيار ماكينة تعبئة اللبن المجفف يجب تحديد نوع اللبن المجفف المراد تعبئته من حيث محتواه من الدهن وما اذا كان سريع الذوبان Instant أو بطئ الذوبان وكذلك يجب تحديد سعة الماكينة المستخدمة في التعبئة وحجم العبوة المستخدمة.. هذا وعادة ما يخزن مسحوق اللبن قبل التعبئة في صناديق معدنية سعتها حوالى مترا مكعبا واحدا أو في صهاريج خاصة ومنها ينقل المسحوق الى قمع آلة التعبئة اما يدويا أو آليا باستخدام الناقل القلاووظى ثم يعبأ المسحوق في العلب المعدنية.. وعادة ما يتم نقل العلب المعدنية الفارغة الى آلة التعبئة عن طريق سير متحرك.. وذلك بعد تنظيفها بالتفريغ من أي بقايا أو ذرات الغبار.. وهناك عدة أنواع من آلات التعبئة.
1- التعبئة بالبريمة (الاوجر) Auger filler
2- التعبئة بالتفريغ Vacuum filling
3- التعبئة الحجمية Volumetric silling
آلات التعبئة بالتفريغ تناسب اللبن المجفف سريع الذوبان في حين تعطى آلة التعبئة بالبريمه تماثلا أو تجانسا في أوزان المسحوق المعبأ في العلب لكنها تخفض جودة اللبن السريع الذوبان.. أما آلات التعبئة الحجمية فتناسب الكميات الكبيرة الحجم الا أنها أقل دقة من باقي الماكينات.. وغالبا ما تزيد ماكينات التعبئة بوحدات لضبط وزن المسحوق المعبأ في العلب وتصحيحه لضمان تعبئة الكمية المحددة من المسحوق بالضبط.
بعد اكتمال التعبئة والتفريغ وحقن الغاز الخامل توضع الأغطية مباشرة على العلب التي تنقل بسرعة الى آلة القفل.. ويجب أن تكون الفترة اللازمة لإنجاز هذه العمليات قصيرة جدا بقدر المستطاع لتحاشى أي اختلاط للهواء الجوي بالغاز الخامل .. ويفضل الا تزيد الفترة عن 90 ثانية. هذا واذا استخدمت العلب الكرتونية فأنه يفضل أن تبطن من الداخل بطبقة البولي أثيلين أو رقائق الالومنيوم.. والجدير بالذكر أن الغاز الخامل المستخدم في الحقن يحتوى على غازي النتروجين وثاني اكسيد الكربون بنسبة 60, 40 % علي التوالي وبما ان ثاني أكسيد الكربون يضعف التفريغ فانه يمكن عن طريقة التحكم بدرجة التفريغ داخل العلب بتغيير نسبته تبعا للحاجة والغرض. فمثلا تسوق علب المسحوق المحتوية على ضغط منخفض الى بلدان ضغطها الجوي منخفض نظراً لارتفاعها عن سطح البحر وذلك لتلاشى إثارة لمسحوق اللبن أثناء فتح العلبة نتيجة لاختلاف الضغط بين العلب والضغط الجوي.. أيضاً يجب اجراء عملية التعبئة والحقن بالغاز والقفل في مكان مغلق أو منعزل بعيداً عن الجو العادي لضمان عدم اختلاط الهواء الجوي بالمنتج أثناء القفل.
كتابة أو لصق البيانات
توضع الة الكتابة أو لصق البيانات في مكان مناسب من خط الانتاج ويجب أن تشتمل البيانات على المعلومات الهامة عن المنتج من حيث الاسم والنوع والتركيب وتاريخ الانتاج وتاريخ انتهاء الصلاحية ورقم الدفعة واسم المصنع والبلد المصنع والى آخر هذه البيانات الهامة.
الشروط الواجب توافرها في العبوات المعدنية المستخدمة في تعبئة اللبن المجفف
1- غير منفذة للرطوبة على الاطلاق
2- غير منفذة للضوء أو الغازات على الاطلاق
3- سهلة التداول
4- مقاومة للتأكل
5- رخيصة الثمن
6- سهلة التعبئة والقفل والتفريغ
7- سهلة الفتح والقفل.
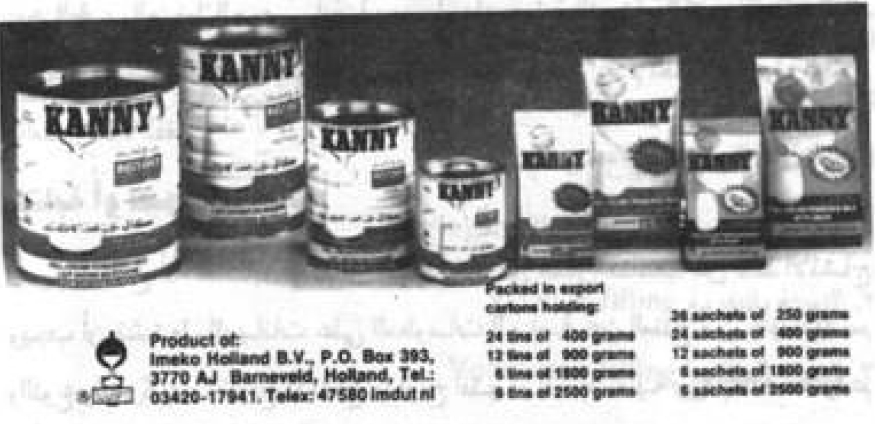
نماذج مختلفة من عبوات اللبن المجفف كامل الدسم ويوضح الشكل العبوات المعدنية Tins مختلفة الاوزان 400، 900، 1800، 2500 جرام والاكياس الورقية المبطنة Sachets بأوزان 250 ، 400، 900 , 1800، 2500 جرام ولا تصدير تعبا الوحدات متساوية الوزن في كرتون حيث تحتوى الكرتونة الواحدة مثلا ٢4 صفيحة سعة 400 جم أو 12 صفيحة سعة 900 جرام أو 6 صفائح سعة 1800 او 2500 جرام ايضا تجمع الاكياس في علب كرتونية للتصدير بحيث تحتوي، الكرتونة 36 كيس وزن 250 جم او 24 كيس وزن 400 جرام او ۱۲ كيس وزن ۹۰۰ جرام أو ٦ أكياس سعة 1800 أو 2500 جم.. ويمكن أن تصنع هذه الاكياس بالأحجام السابقة من Al - plastic laminate مع تزويدها بوسيلة بلاستيكية لقتل الكيس بعد فتحه.
طرق خفض كمية الاكسجين داخل العلب
1- التفريغ:
تؤدى التعبئة تحت ضغط منخفض (٢٨ بوصة) الى خفض نسبة الاكسجين داخل العلب الى اقل من ٢ ٪ وهذه نسبة كافية للحفاظ على جودة اللبن المجفف الكامل لمدة ٦ أشهر اذا تم الحفظ تحت ظروف معتدلة.
2- التفريغ مع حقن الغاز الخامل:
ان التعبئة تحت ضغط منخفض (٢٩ بوصة) ثم الحقن بالغاز الخامل لاسترجاع الضغط المنخفض الى مستوى الضغط الجوي العادي تحسن من جودة مسحوق اللبن الكامل الدسم ويجب حقن الغاز في غضون أسبوع من تاريخ انتاج المسحوق.
3- التخلص من الاكسجين عن طريق التفاعل:
عندما يحتوي الغاز الخامل المستخدم في حقن العلب لاسترجاع مستوي التفريغ داخل العلب الى مستوي الضغط الجوي العادي علي غاز الهيدروجين فانه سيتفاعل بالتأكيد مع الاكسجين المتبقي في وجود عامل مساعد ليعطي ماء
O2 + 2H2 ---Catalysty--→ 2H2O



|
|
|
|
مخاطر خفية لمكون شائع في مشروبات الطاقة والمكملات الغذائية
|
|
|
|
|
|
|
"آبل" تشغّل نظامها الجديد للذكاء الاصطناعي على أجهزتها
|
|
|
|
|
|
|
المجمع العلميّ يُواصل عقد جلسات تعليميّة في فنون الإقراء لطلبة العلوم الدينيّة في النجف الأشرف
|
|
|